
 ଘର
ଘର
ସେଣ୍ଟ୍ରିଫୁଗୁଲ୍ କାଷ୍ଟିଂ |






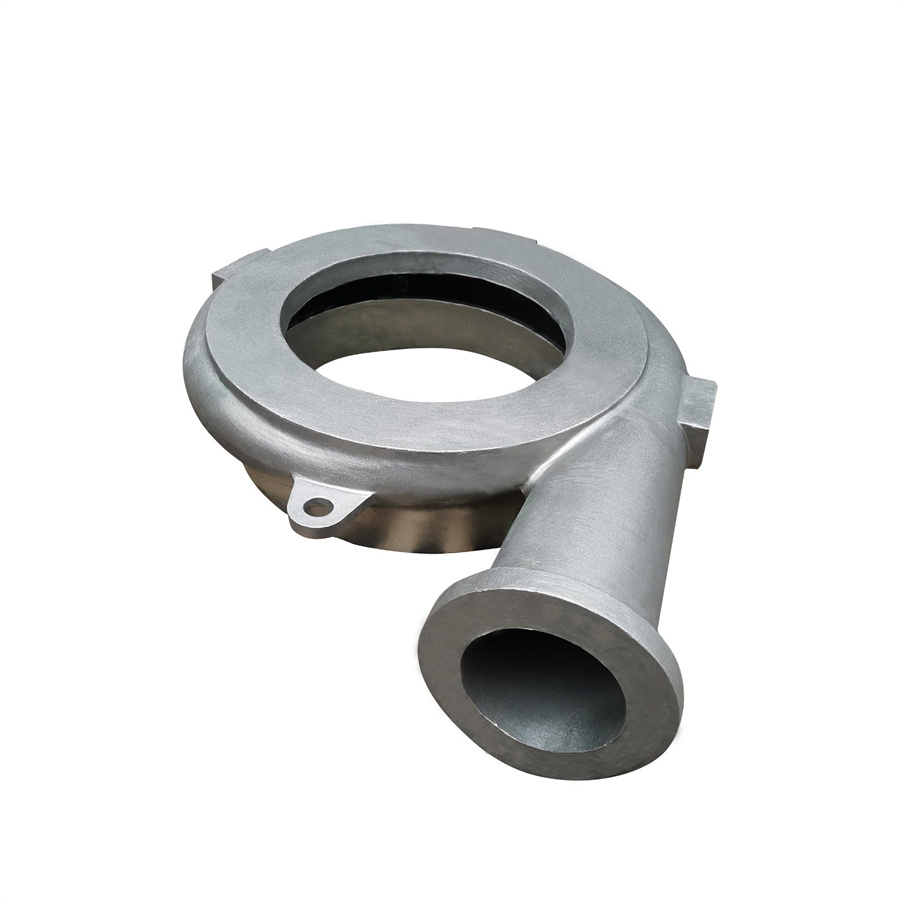




ଡେକାଣ୍ଟର୍ ସେଣ୍ଟ୍ରିଫୁଗ୍ ପାଇଁ କୋଣ ପାତ୍ର |
ଉତ୍ପାଦ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ |
ଉତ୍ପାଦର ନାମ |
ଡେକାଣ୍ଟର୍ ସେଣ୍ଟ୍ରିଫୁଗ୍ ପାଇଁ କୋଣ ପାତ୍ର | |
କାଷ୍ଟିଂ ପଦ୍ଧତି | |
ସେଣ୍ଟ୍ରିଫୁଗୁଲ୍ କାଷ୍ଟିଂ | |
ସାମଗ୍ରୀ ବିକଳ୍ପଗୁଡ଼ିକ | |
304, 304L, 316, 316L, SAF2304, SAF 2205, SAF2507 |
ସାମଗ୍ରୀ ମାନକ | |
GB, ASTM, AISI, EN, DIN, BS, JIS, NF, AS, AAR, |
କାଷ୍ଟିଂ ଓଜନ | |
100-15000 କି.ଗ୍ରା |
କାଷ୍ଟିଂ ସାଇଜ୍ | |
ସର୍ବାଧିକ ବ୍ୟାସ: 1600 ମିମି, ସର୍ବାଧିକ ଲମ୍ବ: 4200 ମିମି | |
କାଷ୍ଟିଂ ଡାଇମେନ୍ସନ୍ ସହନଶୀଳତା | |
CT9 - CT12 | |
କାଷ୍ଟିଂ ସର୍ଫେସ୍ ରୁଫ୍ | |
Ra 12.5∽Ra50 um |
ମେସିନିଂ ସର୍ଫେସ୍ ରୁଫ୍ | |
Ra0.8 ~ 6.3 um |
ଉତ୍ତାପ ଚିକିତ୍ସା |
ଆନ୍ନାଲିଙ୍ଗ୍, ସ୍ normal ାଭାବିକ କରିବା, ଲିଭାଇବା କିମ୍ବା ସ୍ୱଭାବିକ | |
ସମାପ୍ତ |
କାଷ୍ଟ୍ ଭାବରେ, ରୁଗ୍ ମେସିନଡ୍, ଫିନିଶ୍ ମେସିନଡ୍ | |
ସେବା ଉପଲବ୍ଧ | |
OEM ଏବଂ ODM |
ପ୍ରମାଣପତ୍ର |
CE, ISO9001: 2015, ISO19600: 2014, ISO14001: 2015, ISO45001: 2018, |
ଆବେଦନ |
ଡେକାନ୍ଟର ସେଣ୍ଟ୍ରିଫୁଗ୍, ପୁସର ସେଣ୍ଟ୍ରିଫୁଗ୍, ଡିସ୍କ ବିଚ୍ଛିନ୍ନକର୍ତ୍ତା, ବିଚ୍ଛିନ୍ନତା ମେସିନ୍ ଇତ୍ୟାଦି | |
ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା |
ସେଣ୍ଟ୍ରିଫୁଗୁଲ୍ କାଷ୍ଟିଂ ହେଉଛି ଏକ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ଏବଂ ପଦ୍ଧତି ଯାହା ତରଳ ଧାତୁକୁ ଏକ ଉଚ୍ଚ ଗତିର ଘୂର୍ଣ୍ଣନ old ାଞ୍ଚାରେ ଇଞ୍ଜେକ୍ସନ ଦେଇଥାଏ, ଯାହାଦ୍ୱାରା ଧାତୁ ତରଳ ସେଣ୍ଟ୍ରିଫୁଗୁଲ୍ ଗତି କରି ଛାଞ୍ଚ ପୂରଣ କରି କାଷ୍ଟିଂ ଗଠନ କରିଥାଏ | ସେଣ୍ଟ୍ରିଫୁଗୁଲ୍ ଫୋର୍ସ କାରଣରୁ, ତରଳ ଧାତୁ ଛାଞ୍ଚକୁ ରାଡିୟାଲ୍ ପୂରଣ କରିପାରେ ଏବଂ କାଷ୍ଟିଂର ଏକ ମୁକ୍ତ ପୃଷ୍ଠ ସୃଷ୍ଟି କରିପାରିବ | ଏକ ମୂଳ ବିନା, ସିଲିଣ୍ଡ୍ରିକ୍ ଭିତର ଛିଦ୍ରଗୁଡିକ ମିଳିପାରିବ, ଯାହା ତରଳ ଧାତୁରେ ଥିବା ଗ୍ୟାସ୍ ଏବଂ ଅନ୍ତର୍ଭୂକ୍ତିକୁ ଦୂର କରିବାରେ ସାହାଯ୍ୟ କରିଥାଏ ଯାହା ଧାତୁର ସ୍ଫଟିକୀକରଣ ପ୍ରକ୍ରିୟାକୁ ପ୍ରଭାବିତ କରିପାରେ, ଯାହାଦ୍ୱାରା କାଷ୍ଟିଂର ଯାନ୍ତ୍ରିକ ଏବଂ ଭ physical ତିକ ଗୁଣରେ ଉନ୍ନତି ହୋଇପାରେ |
ତରଳିବା ଏବଂ AOD ବିଶୋଧନ |
ସାଧାରଣ ମଧ୍ୟମ-ଫ୍ରିକ୍ୱେନ୍ସି ଇନଡକ୍ସନ୍ ଚୁଲା ବ୍ୟତୀତ ତରଳ ଧାତୁର ବିଶୋଧନ ପାଇଁ ୱିଜେନ୍ ସ୍ୱତନ୍ତ୍ର ଭାବରେ AOD ଚୁଲା ସହିତ ସଜ୍ଜିତ | ବିଶୋଧନ ପରେ ତରଳାଯାଇଥିବା ଧାତୁ ସୁପର ଲୋ କାର୍ବନ, ଫସଫରସ୍ ଏବଂ ସଲଫର ବିଷୟବସ୍ତୁ ସହିତ ଅଧିକ ଶୁଦ୍ଧ ଅଟେ, କାଷ୍ଟ ଅଂଶଗୁଡ଼ିକ ପାଇଁ ସମାନ ଏବଂ ସିଦ୍ଧ ଯାନ୍ତ୍ରିକ ଏବଂ ରାସାୟନିକ ଗୁଣ ପ୍ରଦାନ କରିଥାଏ |

Ing ାଳିବା ଏବଂ କାଷ୍ଟିଂ
ତରଳାଯାଇଥିବା ଧାତୁକୁ ଏକ ସିଲିଣ୍ଡ୍ରିକ୍ ଛାଞ୍ଚରେ poured ାଳାଯାଏ ଯାହା ଉଚ୍ଚ ବେଗରେ ଘୂର୍ଣ୍ଣନ କରେ | ଘୂର୍ଣ୍ଣନ ଦ୍ ated ାରା ଉତ୍ପନ୍ନ ସେଣ୍ଟ୍ରିଫୁଗୁଲ୍ ଫୋର୍ସ ତରଳ ଧାତୁକୁ ଛାଞ୍ଚର ଭିତର ପୃଷ୍ଠରେ ସମାନ ଭାବରେ ବିସ୍ତାର କରିବାକୁ ବାଧ୍ୟ କରିଥାଏ, ଏବଂ ଏହା ଏକ ଦୃ hol, ସିଲିଣ୍ଡ୍ରିକ୍ ଆକୃତି ସୃଷ୍ଟି କରେ | ସେଣ୍ଟ୍ରିଫୁଗୁଲ୍ ଫୋର୍ସ ଅପରିଷ୍କାର ଏବଂ ହାଲୁକା ଅକ୍ସାଇଡ୍ କାଷ୍ଟିଂର ଭିତର ବ୍ୟାସକୁ ସ୍ଥାନାନ୍ତରିତ କରେ ଯାହା କଠିନ ହେବା ପରେ CNC ଯନ୍ତ୍ର ଏବଂ ପ୍ରକ୍ରିୟାକରଣ ଦ୍ୱାରା ସହଜରେ ଅପସାରିତ ହୁଏ |

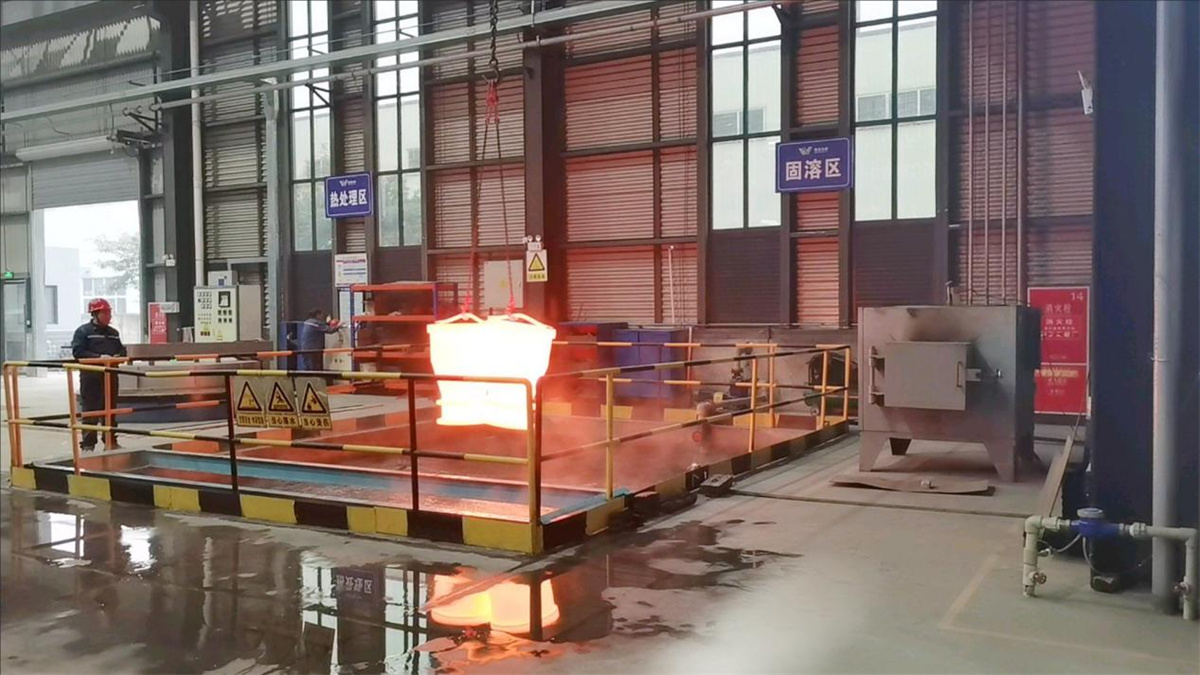
ଉତ୍ତାପ ଚିକିତ୍ସା
ଇସ୍ପାତ କାଷ୍ଟିଂର ଗୁଣ ଏବଂ ଗୁଣ ପାଇଁ ଉତ୍ତାପ ଚିକିତ୍ସା ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ | ୱିଜେନ୍ ଉନ୍ନତ 1200 ° C ଉତ୍ତାପ ଚୁଲା ଏବଂ ଉତ୍ତାପ ଚିକିତ୍ସା ପାଇଁ କାର୍ ପ୍ରକାର ଚୁଲା ସହିତ ସଜ୍ଜିତ | କାରଖାନା ଭିତରେ ଆବଶ୍ୟକୀୟ ଗୁଣ ହାସଲ କରିବା ପାଇଁ କାଷ୍ଟିଂ ଅଂଶଗୁଡିକ ସଠିକ୍ ଭାବରେ ଉତ୍ତାପ କରାଯାଏ |
ଯନ୍ତ୍ର
ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତାକୁ ପୂରଣ କରିବା ପାଇଁ ସେଣ୍ଟ୍ରିଫୁଗୁଲ୍ କାଷ୍ଟିଂ ଖାଲିଗୁଡ଼ିକୁ ଅଧିକ ଯନ୍ତ୍ର ଏବଂ ପ୍ରକ୍ରିୟାକରଣ କରାଯିବା ଆବଶ୍ୟକ | ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ କାଷ୍ଟିଂ ପାର୍ଟସ୍ ଏବଂ ଉପାଦାନଗୁଡ଼ିକର ପ୍ରକ୍ରିୟାକରଣ ପାଇଁ ୱିଜେନ୍ ସମସ୍ତ ପ୍ରକାରର ଯନ୍ତ୍ରପାତି ସହିତ ସଜ୍ଜିତ | ଅତ୍ୟାଧୁନିକ କଟିଙ୍ଗ ମେସିନ୍, ସଟ ବ୍ଲାଷ୍ଟିଂ ମେସିନ୍, ଭୂସମାନ୍ତର ଲେଥ୍, CNC ଭୂସମାନ୍ତର ଲେଥ୍, CNC ଭର୍ଟିକାଲ୍ ଲେଥ୍, ସିଏନ୍ସି ଗାଣ୍ଟ୍ରି ମିଲିଂ ମେସିନ୍, ରେଡିଆଲ୍ ଡ୍ରିଲିଂ ମେସିନ୍, ଡିଜିଟାଲ୍ ଡିସପ୍ଲେ ବୋରିଂ ଏବଂ ମିଲିଂ ମେସିନ୍ ସବୁ କାରଖାନାରେ ସ୍ଥାପିତ ହୋଇଛି | ଉତ୍ପାଦଗୁଡିକ କାଷ୍ଟ, ରୁଗ୍ ମେସିନ୍ କିମ୍ବା ଫିନିଶ୍ ମେସିନଡ୍ ଭାବରେ ବିତରଣ କରାଯାଇପାରେ |

ଯାଞ୍ଚ ଏବଂ ପରୀକ୍ଷା
ଗ୍ରାହକଙ୍କୁ ବିତରଣ କରିବା ପୂର୍ବରୁ କାଷ୍ଟିଂ ପାର୍ଟସ୍ ପରୀକ୍ଷା ଏବଂ ଯାଞ୍ଚ କରାଯିବା ଆବଶ୍ୟକ | ଉତ୍ତମ ଉତ୍ପାଦର ଗୁଣବତ୍ତା ଏବଂ ଗ୍ରାହକମାନଙ୍କ ସନ୍ତୁଷ୍ଟତାକୁ ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ୱିଜେନ୍ ସମଗ୍ର ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ମାଧ୍ୟମରେ କଠୋର ଯା ing ୍ଚ ଏବଂ ପରୀକ୍ଷଣ କରିଥାଏ | ସ୍କାନ୍ କରନ୍ତୁ |
